为中国工业健康发展贡献力量!188博金宝网站下载集团成立将近100年,为中国客户提供多种检测仪器以及化工原材料。

金属压铸脱模剂原理讲解了不同蜡的功能、压铸离型效果、残留情况以及一些数据对比。
1、高熔融粘度产生脱模作用
由于蜡的高熔融粘附性,模具金属表面的蜡添加剂流速高于流动的液态氧化铝。该流体流动界面层的稠度与离型膜的粘度成正比。
常用高密度聚乙烯蜡或改性聚丙烯蜡。
 高密度聚乙烯蜡
高密度聚乙烯蜡
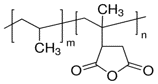 改性聚丙烯蜡
改性聚丙烯蜡
推荐型号
Ultralube产品 | 蜡的类型 | 熔点 | 粘度 |
E-1058 | 高密度聚乙烯 | 120-125°C | 1100 mPas/140°C |
E-846A | 高密度聚乙烯 | 138°C | 1100 mPas (140°C) |
E-912 | 高密度聚乙烯 | 146°C | >8000 mPas (140°C) |
E-660 | 改性聚丙烯 | 150°C | 800 mPas (170°C) |
E-XP08060604 | 改性聚丙烯 | 156°C | 1100 mPas(170°C) |
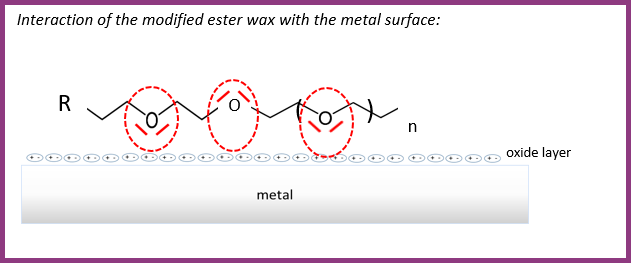
一般用改性聚酯或聚酰胺蜡。
改性聚酯和金属表面相互作用
改性聚酯蜡的极性酯基团和线性分子,使得它与金属表面有很好的附着力和亲和力。这种附着力在金属加工时提供了离型/润滑效果。
推荐型号:D-840
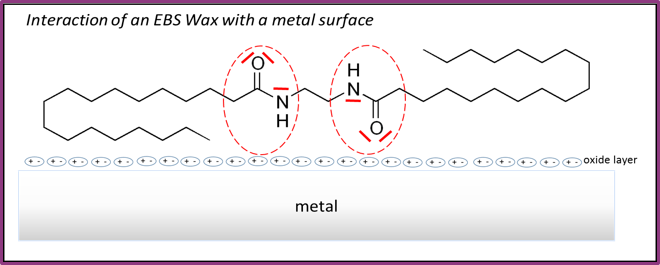
聚酰胺和金属表面相互作用
由于氮的自由电子与模具金属表面电子相互作用,所以这种酰胺蜡的分子结构让它与金属表面有很好的附着力,这种附着力在金属加工时提供了离型/润滑效果。
推荐型号:E-7098
Ultralube® 产品 | 蜡的类型 | 离型效果 |
E-7098 | 改性聚酯 | 对金属表面的高亲和性产生离型效果 |
D-840 | 聚酰胺 | |
D-8400 | 改性聚酯 / 聚酰胺 | |
E-912 | 高密度聚乙烯 | 高熔融粘度产生离型效果 |
E-1058 | 高密度聚乙烯 | |
E-846A | 高密度聚乙烯 | |
E-660 | 改性聚丙烯 | |
E-XP08060604 | 改性聚丙烯 | 高熔融粘度产生离型效果 + 对金属表面的高亲和性 |
SE-112 | 改性聚二甲基硅氧烷 | 可涂布离型剂 |
型号 | 蜡的类型 | 粘度 | 固含 | 熔点 |
Ultralube® E-912 | 高密度聚乙烯 | >8000 mPas 140°C | 35 | 146°C |
PE 02 | 初级聚乙烯 | 无数据 | 40 | 95°C |
型号 | 残留率 [%] | ||||
200°C | 300°C | 400°C | 500°C | 600°C | |
Ultralube® 912 | 98 | 96 | 83 | 6 | 3,8 |
PE02 | 98 | 97 | 86 | 3 | 2,8 |
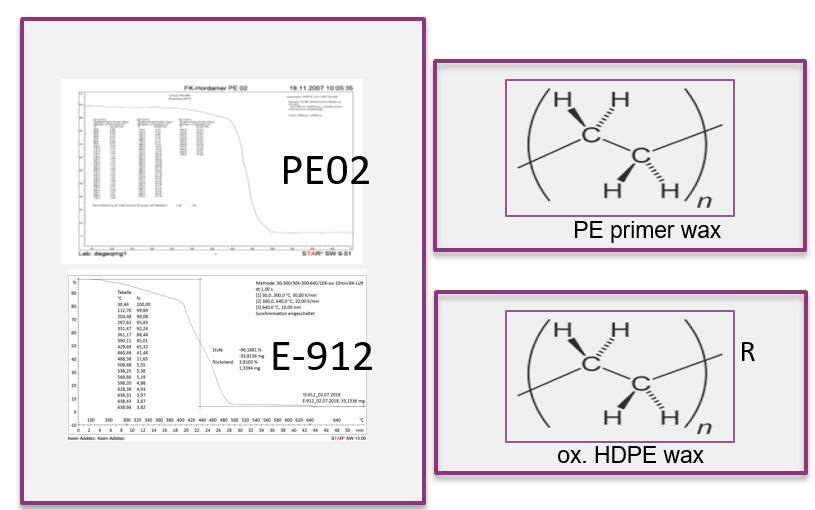
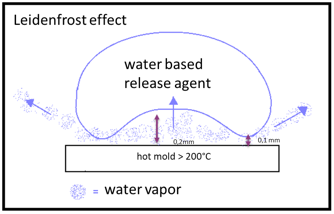
两种蜡都没有“莱顿弗罗斯特”现象
型号 | 蜡的类型 | 粘度 | 固含 | 熔点 | pH值 | 离子类型 |
Ultralube® E-912 | 高密度聚乙烯 | >8000 mPas 140°C | 35 | 146°C | 9,5 | 非离子 |
PE 02 | 初级聚乙烯 | 无数据 | 40 | 95°C | 11 | 阴离子 |
PE 03 | 初级聚乙烯 | 无数据 | 40 | 95°C | 9 | 阴离子/非离子 |
型号 | 蜡的类型 | 固含 | 熔点 | pH值 | 离子类型 | 残留情况 |
PE 34 | 初级聚乙烯 + 添加剂 | 38 | 95°C | 9 | 阴离子/非离子 | |
Ultralube® T XP -19021096 | 高密度聚乙烯 + 添加剂 | 37 | 146°C/70°C | 9 | 阴离子/非离子 | 添加额外的助剂以避免模具中的残留物 |
T XP-19021097 | 高密度聚乙烯 + 添加剂 | 38 | 146°C | 9 | 阴离子/非离子 | 与PE34比较 |
模具上的残留问题
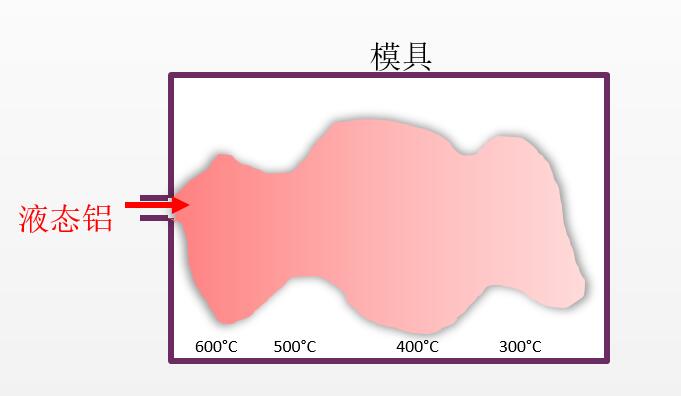
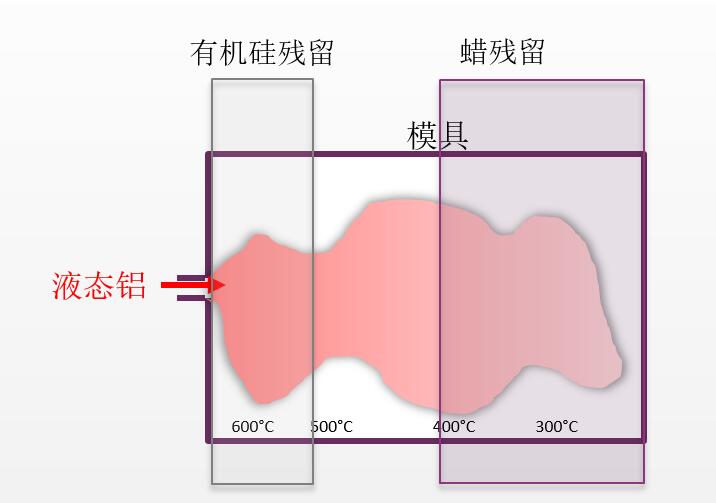
在压铸过程中我们发现模具中不同空间位置的温度不同。热的铝被压进模具并且在里面冷却,导致模具不均匀的温度分布。在模具中温度低的部分会时常出现蜡堆积后产生的残渣。这些残渣会带来铸造过程中模具最大压力的降低和尺寸偏差。
冷区域里温度不足以燃烧掉所有的蜡,导致蜡容易堆积需要用机械外力清除。 尽管聚硅氧烷在模具的高温部位形成的是玻璃状残余物。 这些残留物也必须通过机械方法除去(例如用干冰清洗)
压铸工艺的温度
合金 | 压铸温度 [°C] | 模具温度 [°C] |
锌合金 | 390-410 | 80-170 |
镁合金 | 650-680 | 190-250 |
铝合金 | 650-720 | 150-340 |
铜合金 | 900-960 | 460-600 |
案例:液体铝压铸过程的温度区间与残留物
案例:不同种类的蜡在压铸中的残留情况
型号 | 蜡的种类 | 残留率 [%] | 残留物 | ||||||
200°C | 300°C | 400°C | 500°C | 600°C | 80% | 50% | Δ | ||
Ultralube® E-7098 | 改性聚酯 | 99,8 | 99 | 6 | 1 | 0,6 | 382°C | 384°C | 2 |
Ultralube® D-840 | 聚酰胺 | 100 | 99,8 | 52 | 1,5 | 0,5 | 382°C | 402°C | 20 |
Ultralube® D-8400 | 改性聚酯 / 聚酰胺 | 100 | 99,5 | 22 | 4 | 1,1 | 355°C | 360°C | 5 |
Ultralube E-1058 | 高密度聚乙烯 | 100 | 98 | 54 | 2 | 0,9 | 372°C | 404°C | 32 |
Ultralube® E-846A | 高密度聚乙烯 | 100 | 98 | 58 | 8 | 1,2 | 355°C | 438°C | 83 |
Ultralube® E-660 | 改性聚丙烯 | 99 | 96 | 50 | 1 | 0,3 | 352°C | 399°C | 47 |
Ultralube® E-XP08060604 | 改性聚丙烯 | 99 | 98 | 50 | 1 | 0,2 | 375°C | 400°C | 25 |
Ultralube® E-912 | 高密度聚乙烯 | 98 | 96 | 83 | 6 | 3,8 | 408°C | 436°C | 28 |
Ultralube SE-112 | 改性聚二甲基硅氧烷 | 100 | 98 | 36 | 14 | 11,6 | 365°C | 375°C | 10 |
- UltralubeE-7098能提供更好的稳定性
-UltralubeE-7098/UltralubeE-8400在最终应用上提供良好的润湿性和硬水稳定性;由于对模具表面的高附着力,提供良好的离型效果
-UltralubeE-7098 / Ultralube E-8400做为配方中使用的低粘度蜡,对热模具有喷砂效果
-UltralubeE-7098 / UltralubeE-8400在模具低温部位的残留物能够在下一次喷洒脱模剂时再乳化。 这也避免一定次数的额外清洁
-乙氧基化酯蜡在模具表面上可稳定至380℃(热失重分析)。 在较高温度下,蜡很快分解。 分散体可无限制地与水混合而不分离
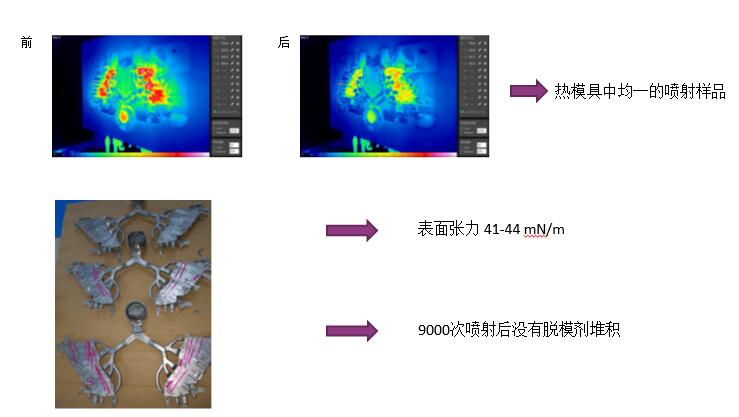
案例:含有D-840和E-660的无硅脱模剂 9000次喷射后没有脱模剂堆积
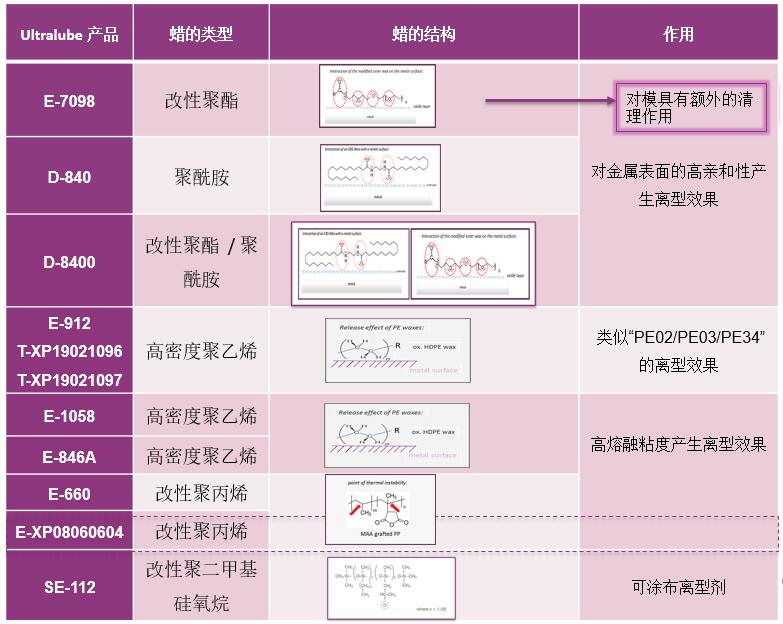
Ultralube 产品 | 蜡的类型 | 作用 |
E-7098 | 改性聚酯 | 对金属表面的高亲和性产生离型效果; 其中E-7098对模具有额外的清理作用 |
D-840 | 聚酰胺 | |
D-8400 | 改性聚酯 / 聚酰胺 | |
E-912 T-XP19021096 T-XP19021097 | 高密度聚乙烯 | 类似“PE02/PE03/PE34”的离型效果 |
E-1058 | 高密度聚乙烯 | 高熔融粘度产生离型效果 |
E-846A | 高密度聚乙烯 | |
E-660 | 改性聚丙烯 | |
E-XP08060604 | 改性聚丙烯 | |
SE-112 | 改性聚二甲基硅氧烷 | 可涂布离型剂 |